















Воздуховоды для вентиляции из тонколистового стального проката отличает значительная прочность при небольшом весе, негорючесть, устойчивость к коррозии. Одно из основных требований к элементам вытяжки и приточки – герметичность. При ее нарушении повышается уровень шума, снижается тяга, возрастает энергопотребление вентиляторов.
Для обеспечения герметичности изделий используют фальцевые соединения. Рассмотрим виды фальцев, формирование и закрытие замков.
Виды фальцев
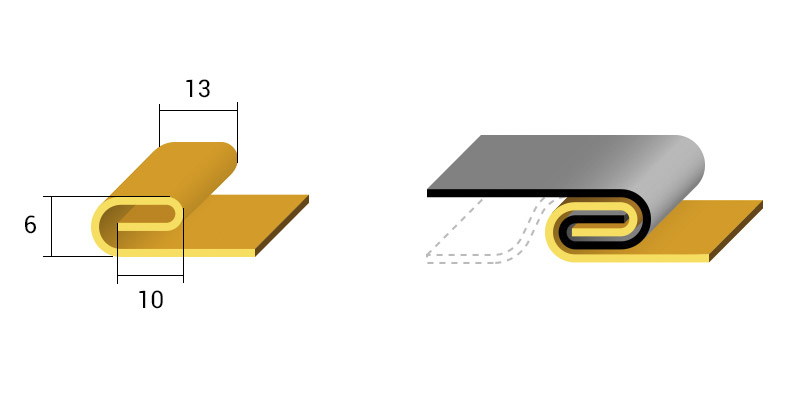
Двойной лежачий фальц
Такие соединения обладают высокой прочностью и обеспечивают герметичность, сравнимую с пайкой или сваркой.

Двойной стоячий фальц
Замки такого типа несколько проще, чем лежачие двойные. Соединения прочны, устойчивы к проникновению влаги.

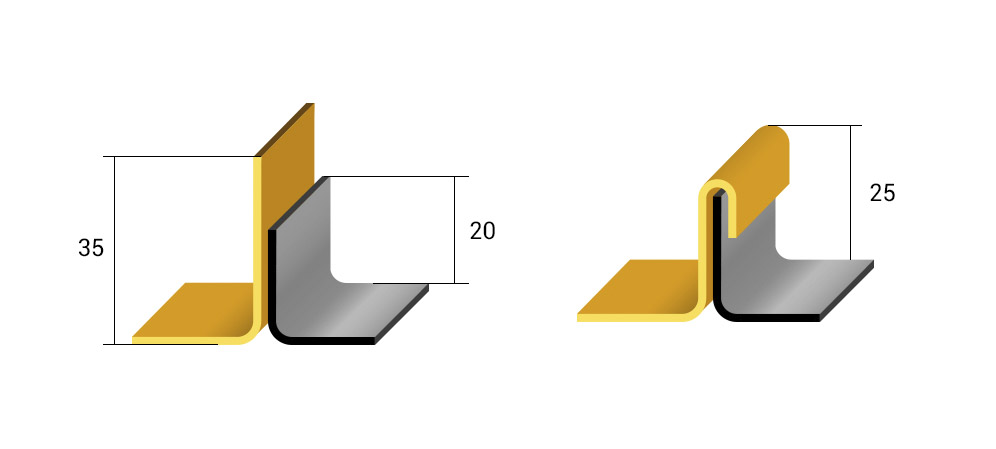
Одинарный стоячий фальц
Наиболее простое в изготовлении соединение. Применяется при монтаже кровельных панелей при уклоне кровли не менее 10 градусов.

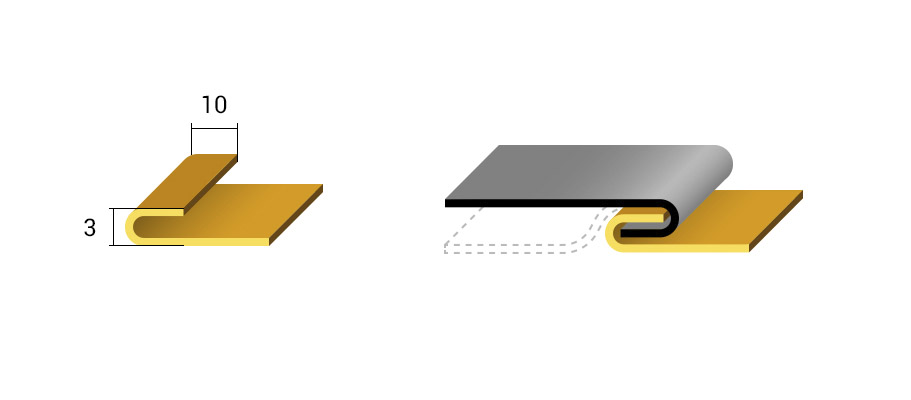
Одинарный лежачий фальц
Обеспечивает несколько большую герметичность, чем стоячий одинарный. Область применения стоячих и лежачих замков аналогичны.

Угловой стоячий
Простой в производстве замок, в основном применяется для фиксации панелей фасадов и кровель.

Формирование фальцев
Изготовление лежачего одинарного фальцевого соединения включает следующие операции:
- Отгиб кромки.
- Соединение замка.
- Изгиб шва таким образом, чтобы замок выступал равномерно с обеих сторон.
- Осадку лежачего фальца.
Двойной лежащий замок формируется следующим образом:
- Сгибают кромку заготовок в 2 приема, таким образом, чтобы плоскость отогнутого отрезка была параллельна основной поверхности заготовки.
- Дважды сгибают край с уже сформированным изгибом, таким образом, чтобы сформированный замок «лежал» параллельно плоскости листа.
- Соединяют получившиеся замки и выполняют осадку фальца.
Формирование одинарного стоячего фальцевого замка:
- Выполняют гибку края одной заготовки под прямым углом.
- Формируют «Г»-образую кромку на другой заготовке.
- Соединяют и закрывают замок.
Двойные стоячие замки также выполняют в несколько этапов:
- Отгибают кромки заготовок под 900, при этом длина отогнутого края одной заготовки должна быть 2 раза больше отогнутой кромки другой.
- Дважды сгибают более длинную кромку, формируя замок.
- Закрывают шов.
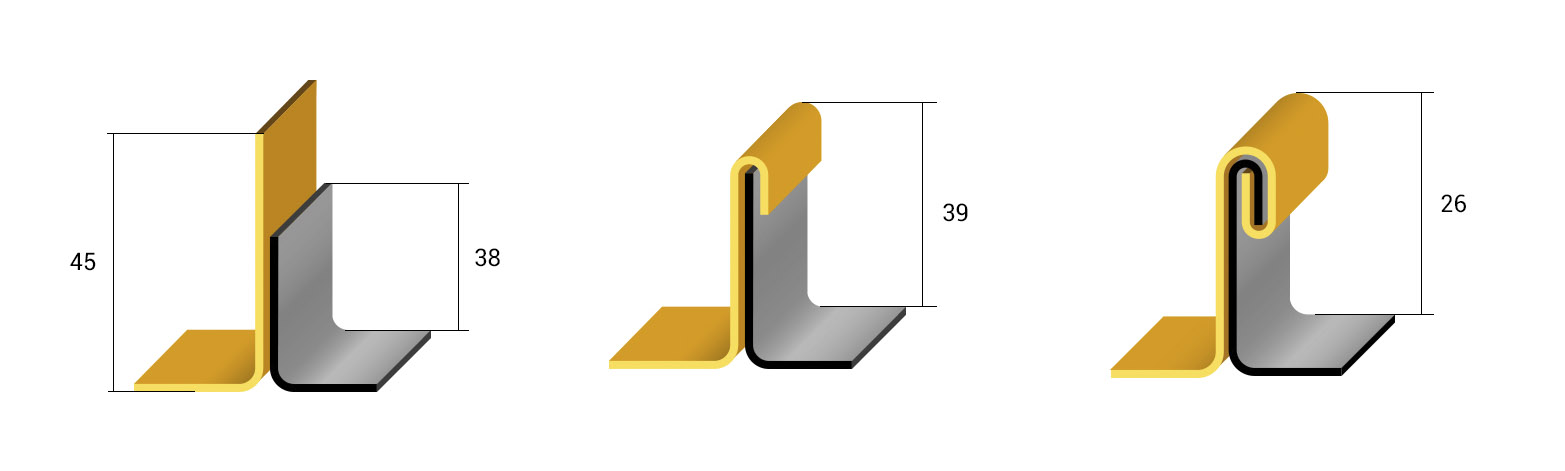
Производство и осадка углового фальца выполняется аналогично одинарному стоячему замку.
В производстве воздуховодов для систем вентиляции из металлопроката используют лежачие фальцы. Такие замки обладают большей механической прочностью и обеспечивают герметичность изделий.
Машинки для осадки фальца. Принцип работы станка
Осадка фальца – это один из этапов производства прямошовных вентиляционных воздуховодов. Технологическая операция легко поддается механизации, для закрытия швов выпускают специальные станки.
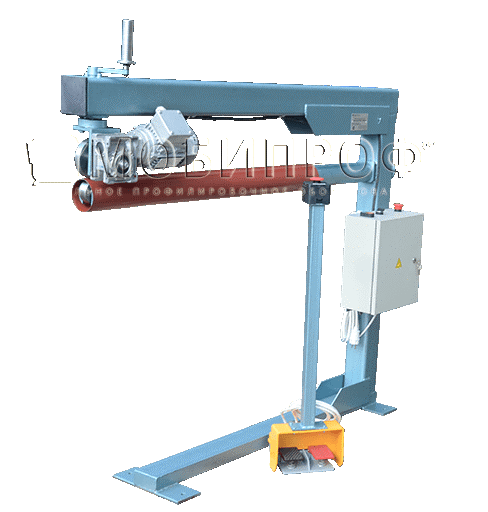
Оборудование работает следующим образом. На трубе, расположенной под консолью, размещают заготовку. Далее настраивают положение подвижной головки, чтобы прокаточный ролик находился непосредственно над фальцевым замком, прижимают его при помощи регулирующих рукояток. Затем включают подачу или вращают ручку ручного привода. Подвижная каретка с головкой начинает перемещаться вдоль заготовки, ролик последовательно закрывает соединение по всей длине изделия.
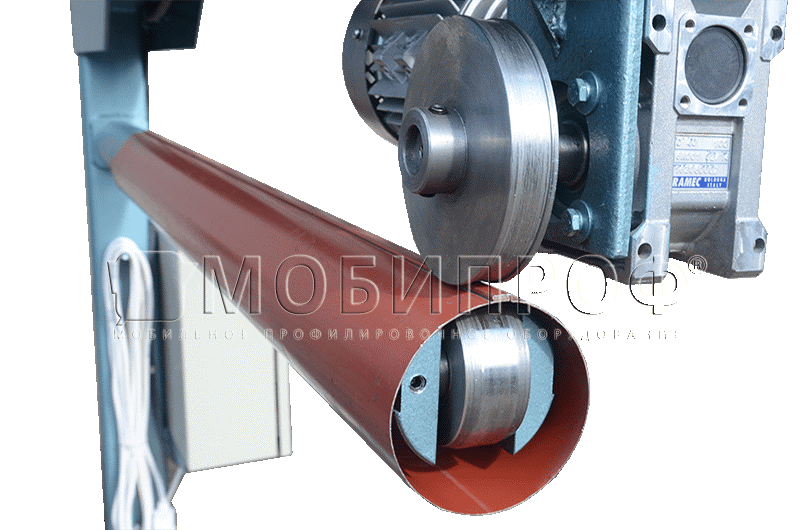
Форма рабочего ролика соответствует профилю фальцевого шва. Равномерное давление и плавное перемещение обеспечивает качественную осадку, соединение получается полностью герметичным по всей длине воздуховода. При необходимости рабочую оснастку можно заменять в зависимости от типа замка. Машинка для осадки фальца позволяет осаждать центральные и внутренние замки.
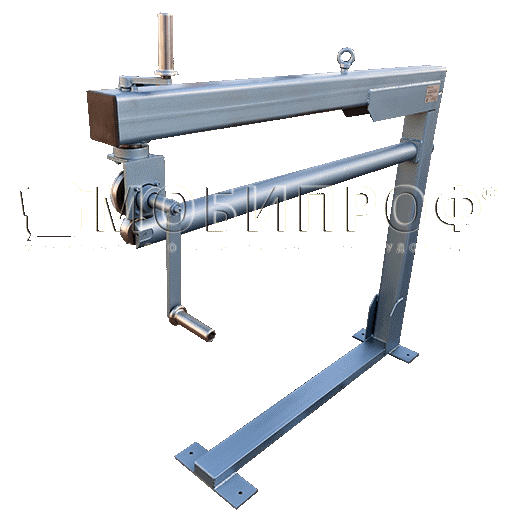
Перемещение головки бесприводных станков осуществляется вручную вращением рукоятки. Оборудование подходит для небольших объемов производства.
Для изготовления большого количества воздуховодов используют электромеханические станки. Каретка оборудования перемещается при помощи электрического привода.
Станок для осадки лежачего фальца в несколько раз производительнее ручного способа. Фиксация заготовки на трубе и равномерная укатка роликом полностью исключает оставление незакрытых участков.
Применение станков для осадки фальца позволяет значительно упростить и ускорить производство возуховодов, повысить качество готовых изделий.





